

Contrôle de qualité : pression des bouteilles en verre I. Introduction Dans ce
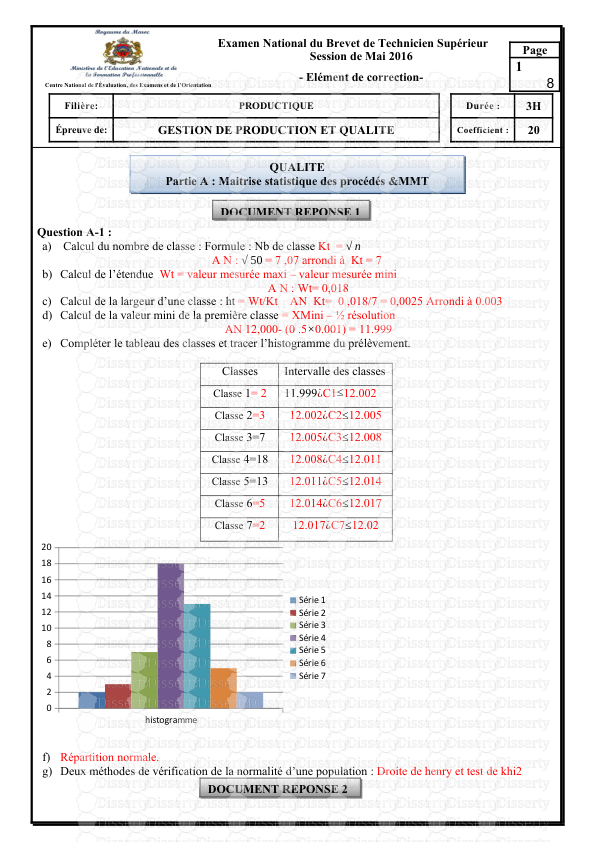
Contrôle de qualité : pression des bouteilles en verre I. Introduction Dans ce document on va se focaliser sur le contrôle de paramètre de pression des flacons en verre reçu par notre fournisseur. En traitant deux parties : Les cartes de contrôle L’étude de capabilité II. Base de données : La date de contrôle Le coefficient de pression observée 1/09/2021 à 09 :00 0,66 1/09/2021 à 16 :00 0,88 2/09/2021 à 09 :00 0,76 2/09/2021 à 16 :00 0,76 3/09/2021 à 09 :00 0,91 3/09/2021 à 16 :00 0,89 4/09/2021 à 09 :00 0,87 4/09/2021 à 16 :00 0,60 5/09/2021 à 09 :00 0,60 5/09/2021 à 16 :00 0,85 6/09/2021 à 09 :00 0,98 6/09/2021 à 16 :00 0,95 7/09/2021 à 09 :00 0,79 7/09/2021 à 16 :00 0,80 8/09/2021 à 09 :00 0,80 8/09/2021 à 16 :00 0,78 9/09/2021 à 09 :00 0,85 9/09/2021 à 16 :00 0,61 10/09/2021 à 09 :00 0,68 10/09/2021 à 16 :00 0,70 11/09/2021 à 09 :00 0,70 11/09/2021 à 16 :00 0,90 12/09/2021 à 09 :00 0,90 12/09/2021 à 16 :00 0,81 13/09/2021 à 09 :00 0,86 13/09/2021 à 16 :00 0,45 14/09/2021 à 09 :00 0,71 14/09/2021 à 16 :00 0,82 15/09/2021 à 09 :00 0,66 15/09/2021 à 16 :00 0,81 16/09/2021 à 09 :00 0,80 16/09/2021 à 16 :00 0,99 17/09/2021 à 09 :00 0,94 17/09/2021 à 16 :00 0,98 18/09/2021 à 09 :00 0,77 18/09/2021 à 16 :00 0,66 19/09/2021 à 09 :00 0,77 19/09/2021 à 16 :00 0,89 20/09/2021 à 09 :00 0,89 20/09/2021 à 16 :00 0,74 A propos de coefficient de pression, On impose nos exigences pour le fournisseur que : 0.6 < coefficient de pression < 1 1. test de normalité : D’après Minitab, on trouve : Interprétation : D’après le graphique de probabilité plot, on remarque que : les données suivent la droite de Henry la valeur de P= 0,512 > 0,005 on conclut que les données (les observations) suivent la loi normal. 2. Test d’indépendance des données En utilisant l’autocorrélogramme dans logiciel de Minitab : Interprétation : Puisqu’il n’y a pas un bâtonnet qui sort de limite de l’intervalle de tolérance, on peut dire que les données (les observations) sont indépendantes. 3. test de constance de la variance : En utilisant le graphique des intervalles (boxplot) dans Minitab, on obtient : Interprétation : Selon le boxplot, on remarque que : 75 % (l’outlier=le rectangle signifie 50% et 25% des données sont focalisées à l’intérieure de l’outlier). des valeurs de coefficient de pression du flacons en verre sont entre 0 et 0,8. donc on a une constance de la variance. III. Les cartes de contrôles : Après avoir vérifié des trois conditions de nos observations Normalité, Indépendance des données Constance de la variance, on passe au contrôle par les cartes de contrôle de Schwartz, puisque la caractéristique étudiée est une caractéristique mesurable (pression) . 1. La carte ´ X-R : On va élaborer la carte ´ X-R mais sur la moitié des observations (40/2= 20 observations) On remarque que : tous les observations sont entre les deux limites aucun 9 points consécutifs situant en un seul côté de la limite centrale le procédés est sous-contrôle Alors, on va imposer ces limites à l’ensemble des observations Les nouvelles limites de la carte ´ X : UCL=0,9891 ; LCL=0,5829 Les nouvelles limites de la carte R : UCL=0,3529 ; LCL=0. le procédés est sous-contrôle et les limites sont valides (aucun point est hors limites) 2. La carte ´ X-S : La cartes ´ X-S est identique ´ X-R puisque la taille de l’échantillon n=2 <10, elle donne même résultat. 3. La carte IMR (2) : Ecarts types de I-EM-R/S de Coefficient de pression Ecarts types Entre 0,036565 A l'intérieur 0,117465 Entre/à l'intérieur 0,123024 IV. l’analyse de Capabilité : Rappel : A propos de coefficient de pression, On impose nos exigences pour le fournisseur que : 0.6 < coefficient de pression < 1 Avec : CPI : % que les données respectent la limite inférieure CPS : % que les données respectent la limite supérieure CpK = min (CPI ; CPS) D’après de le graphique d’analyse de capabilité, on voit que : CpK < 1 signifie que le taux de non-conformité est modéré CpK < 1,33 signifie que notre procédés de fabrication n’est pas capable du produire des flacons verres d’huile de rose conforme CPI = 0,53 (53% de flacons en verre reçu respectent la limite inférieure) CPS = 0,56 (56% de flacons en verre reçu respectent la limite supérieure) V. Conclusion : les flacons en verre reçus doivent être retournés au fournisseur à cause de la non- conformité. uploads/s1/ controle-de-qualite.pdf
Documents similaires








-
114
-
0
-
0
Licence et utilisation
Gratuit pour un usage personnel Attribution requise- Détails
- Publié le Jul 20, 2022
- Catégorie Administration
- Langue French
- Taille du fichier 0.2307MB