
Planification, ordonnancement, lancement et suivi de la production 77 Loi expon
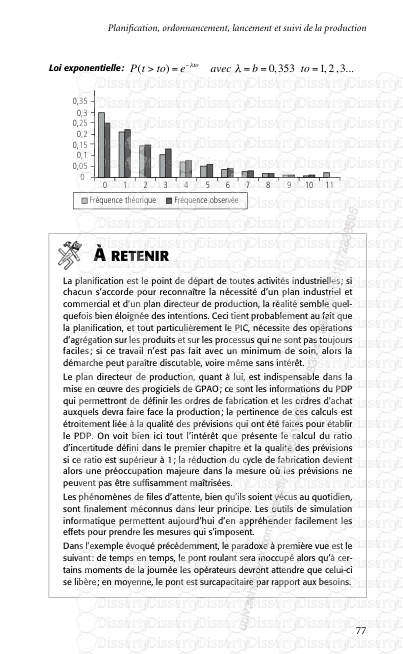
Planification, ordonnancement, lancement et suivi de la production 77 Loi exponentielle: À RETENIR La planification est le point de départ de toutes activités industrielles; si chacun s’accorde pour reconnaître la nécessité d’un plan industriel et commercial et d’un plan directeur de production, la réalité semble quel- quefois bien éloignée des intentions. Ceci tient probablement au fait que la planification, et tout particulièrement le PIC, nécessite des opérations d’agrégation sur les produits et sur les processus qui ne sont pas toujours faciles; si ce travail n’est pas fait avec un minimum de soin, alors la démarche peut paraître discutable, voire même sans intérêt. Le plan directeur de production, quant à lui, est indispensable dans la mise en œuvre des progiciels de GPAO; ce sont les informations du PDP qui permettront de définir les ordres de fabrication et les ordres d’achat auxquels devra faire face la production; la pertinence de ces calculs est étroitement liée à la qualité des prévisions qui ont été faites pour établir le PDP. On voit bien ici tout l’intérêt que présente le calcul du ratio d’incertitude défini dans le premier chapitre et la qualité des prévisions si ce ratio est supérieur à 1; la réduction du cycle de fabrication devient alors une préoccupation majeure dans la mesure où les prévisions ne peuvent pas être suffisamment maîtrisées. Les phénomènes de files d’attente, bien qu’ils soient vécus au quotidien, sont finalement méconnus dans leur principe. Les outils de simulation informatique permettent aujourd’hui d’en appréhender facilement les effets pour prendre les mesures qui s’imposent. Dans l’exemple évoqué précédemment, le paradoxe à première vue est le suivant: de temps en temps, le pont roulant sera inoccupé alors qu’à cer- tains moments de la journée les opérateurs devront attendre que celui-ci se libère; en moyenne, le pont est surcapacitaire par rapport aux besoins. P t to e avec b to to ( ) , , , ... > = = = = −λ λ 0 353 1 2 3 Fréquence théorique Fréquence observée 0 0 1 2 3 4 5 6 7 8 9 10 11 0,05 0,1 0,15 0,2 0,25 0,3 0,35 univ.scholarvox.com:Aivancity:2110641046:10177830:41.250.135.88:1672838505 La gestion industrielle 78 7. ORDONNANCEMENT DE LA PRODUCTION L’ordonnancement consiste à affecter des travaux à des postes de charge en fonction du temps; il s’agit de traiter les problèmes de production à court terme. 8. APPROCHES STATIQUES ET DYNAMIQUES DES PROBLÈMES D’ORDONNANCEMENT On distingue l’ordonnancement statique, type graphique de GANTT, sou- vent matérialisé par un tableau à goulottes sur lesquelles on déplace des fiches cartonnées; il s’agit d’un ordonnancement centralisé par un service spécialisé. Inversement, un ordonnancement dynamique nécessite la décentralisa- tion de l’information car les décisions seront prises en fonction de la situation constatée. A. Ordonnancement centralisé Il s’agit de mettre au point un calendrier d’exécution des différents tra- vaux visualisé par un diagramme d’ordonnancement appelé diagramme de GANTT. Il existe quatre types de jalonnement: au plus tôt, au plus tard, intermé- diaire ou chevauché. On considère, selon les besoins, les postes de charge à capacité finie ou infinie: à capacité finie, le délai résultant dépend de la charge globale à traiter; à capacité infinie, la charge par unité de temps dépend du délai imposé. L’ordonnancement centralisé implique des uni- tés de production non saturées, des aléas de production réduits. B. Ordonnancement décentralisé Les travaux sont sélectionnés dans une file d’attente en utilisant des règles de priorité; aucun jalonnement n’est effectué avant le lancement. Les OF (ordres de fabrication) sont affectés d’un indice de priorité; cet indice précise l’ordre de passage des OF en attente dans la file. Lorsque le poste se libère, on lui affecte l’OF le plus prioritaire de la file. De nombreuses règles de priorité sont utilisées en fonction des objectifs visés tels que le respect des délais, la minimisation des encours, la satura- tion des moyens… La priorité peut être donnée à l’OF arrivé le premier, à l’OF ayant l’opé- ration la plus courte, à l’OF entrant dans la file d’attente suivante la plus courte, à l’OF représentant la plus grande valeur, à l’OF ayant la date de livraison la plus proche, à l’OF ayant le ratio critique le plus faible… univ.scholarvox.com:Aivancity:2110641046:10177830:41.250.135.88:1672838505 Planification, ordonnancement, lancement et suivi de la production 79 Divers types de jalonnement Jalonnement avec chevauchement d’opérations Dans l’exemple ci-dessus, le lot de fabrication est divisé en trois lots de transfert. P1 P2 P3 P1 P2 P3 Temps de cycle Temps de cycle Marge amont Marge aval Jalonnement au plus tôt Jalonnement au plus tard P1 P2 P3 P1 P2 P3 Gain univ.scholarvox.com:Aivancity:2110641046:10177830:41.250.135.88:1672838505 La gestion industrielle 80 9. EXEMPLE D’ORDONNANCEMENT Les composants C1, C2, C3 suivent un processus d’élaboration qui se résume à une seule phase: • Phase 1: découpage sur presses mettant en jeu une technologie outil à suivre. Le poste de charge découpage comporte deux presses: une presse PRESS1 de 2000 KN et une presse PRESS2 de 3000 KN ayant respectivement des cadences de 300 coups/mn et 200 coups/mn. La production de C1, C2, C3 est réalisée indifféremment sur PRESS1 ou PRESS2; pour satisfaire à cette obligation qui donne indiscutablement de la flexibilité, on dispose de deux outils par type de pièce. Un opérateur assure la surveillance des deux presses, les dépannages de pre- mier niveau et le réglage des presses lors d’un changement de fabrication. Les problèmes de pannes sont pris en compte en considérant une dispo- nibilité nette de 90 % sur un temps d’ouverture de huit heures (travail en un poste). Un temps de changement de fabrication d’une heure est à considérer dans l’ordonnancement des ordres de fabrication lorsqu’une presse doit être reconfigurée (changement d’outil). On recherche un ordonnancement sur une journée de huit heures pour la production de C1, C2 et C3, sachant que la production du jour j ali- mente un atelier de montage dans lequel on assemble C1, C2 et C3 le jour j +1; le coefficient de montage est de 1. On se fixe alors comme objectif la production journalière suivante: – dans un premier temps: maxi (C1) = maxi (C2); – dans un deuxième temps: maxi (C1) = maxi (C2) = maxi (C3). Remarque: il n’y a pas de réglage à prévoir lors de la prise de poste; on fait en sorte que l’équipement des presses en fin de journée soit le même lorsque l’on débute la production du lendemain. On veillera à ne pas créer de conflit d’appel opérateur lorsqu’un change- ment de fabrication doit être effectué sur les deux presses. univ.scholarvox.com:Aivancity:2110641046:10177830:41.250.135.88:1672838505 Planification, ordonnancement, lancement et suivi de la production 81 Ordonnancement des productions C1 et C2 sur une journée de huit heures Le temps effectif de travail de chaque presse est de 7,2 heures. La solution idéale serait de ne faire aucun changement de fabrication; dans ces conditions, les quantités produites seraient maximales, mais il n’y aurait pas égalité sur les productions de C1 et C2. La solution qui vient immédiatement après est de faire un seul change- ment de fabrication et, pour ne pas pénaliser la machine la plus lente PRESS2, d’effectuer le changement de fabrication sur PRESS1. Ceci dégage le potentiel de production suivant: – pour PRESS1: (7,2 – 1)*60*300 = 111600 pièces; – pour PRESS2: 7,2*60*200 = 86400 pièces. Soit un total de 198000 pièces et, comme les quantités doivent être égales, de 99000 C1 et 99000 C2. Soit un temps de travail sur PRESS1 de 330 mn pour réaliser C1, par exemple, puis un arrêt de 60 mn pour réaliser le changement de fabrica- tion et 42 mn de travail pour réaliser C2 en fin de journée. La machine lente réalise seulement C2, soit au total une quantité C2 en fin journée de 42*300 (42 mn de travail sur C1) + 7,2*60*200 = 99000. Pour réaliser trois pièces CI, C2, C3 dans les mêmes conditions que ci- dessus, il faut envisager deux changements de fabrication. Si PRESS1 était beaucoup plus rapide que PRESS2 (supérieure à deux fois), on pourrait envisager de faire les deux changements de fabrication sur PRESS1; comme ce n’est pas le cas, il faut faire un changement de fabrication sur chaque machine. Un raisonnement similaire au cas précédent permet de calculer la pro- duction totale maxi: (7,2 – 1)*60*300 + (7,2 – 1)*60*200 = 186000 Soit: 62000 C1, 62000 C2, 62000 C3 On réalise, par exemple, la production de C1 sur PRESS1 pendant 62000/300 = 206 mn et, après changement de fabrication, on termine la journée par C3. De même, on réalise la production de C2 sur PRESS2 pendant 62000/200 = 310 mn et, après changement de fabrication, on termine la journée par C3. C1 C1 C1 C2 C2 C2 C2 C2 C2 J J + 1 J + 2 univ.scholarvox.com:Aivancity:2110641046:10177830:41.250.135.88:1672838505 La gestion industrielle 82 10. COMPLÉMENTS SUR LES RÈGLES D’ORDONNANCEMENT A. Gestion par file d’attente et règle de priorité Le choix d’une règle de priorité s’effectue en fonction de l’objectif visé: • Priorité à l’OF arrivé le premier: simplicité d’emploi. • Priorité à l’OF ayant l’opération la plus courte: minimisation du délai moyen. • Priorité à l’OF entrant dans la uploads/Industriel/ 2gestion-industrielle.pdf
Documents similaires










-
107
-
0
-
0
Licence et utilisation
Gratuit pour un usage personnel Attribution requise- Détails
- Publié le Apv 22, 2021
- Catégorie Industry / Industr...
- Langue French
- Taille du fichier 0.5251MB