
Chapitre 2 Procédés d’obtention des pièces sans enlèvement de matière FABRICATI
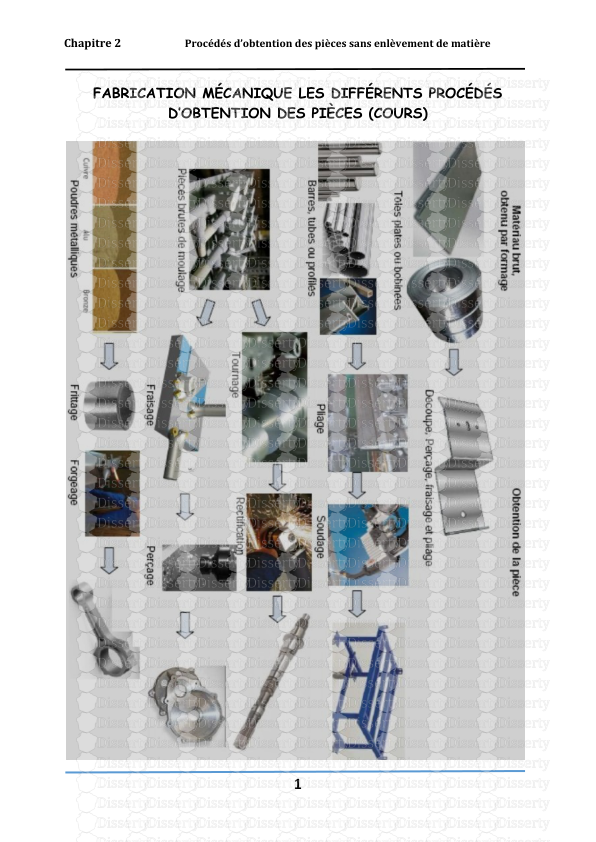
Chapitre 2 Procédés d’obtention des pièces sans enlèvement de matière FABRICATION MÉCANIQUE LES DIFFÉRENTS PROCÉDÉS D’OBTENTION DES PIÈCES (COURS) 1 b C Chapitre 2 Procédés d’obtention des pièces sans enlèvement de matière I.PRÉSENTATION GÉNÉRALE Il existe de nombreuses techniques visant l'obtention d'une pièce par transformation de matière brute. Obtenir la pièce désirée nécessite parfois l'utilisation successive de différents procédés de fabrication (obtention de la pièce brute, puis obtention de la pièce finale). I.1.Moulage en sable Le moulage en sable permet d’obtenir des pièces pleines ou creuses pouvant présenter des formes complexes. Ce procédé nécessite un moule pour chaque pièce. Il nous permet de réaliser une sensible économie de matière et de réduire considérablement les frais d’usinage. a. Préparation du modèle en bois : ◆ L’empreinte de la pièce est obtenue à l’aide d’un modèle en bois. ◆ Toutes les côtes du modèle sont celles de la pièce augmentées d’une certaine épaisseur selon catalogue (Retrait). ◆ Prévoir des surfaces en dépouilles (pente 1% sur les flancs) pour extraire le modèle sans arracher de sable. ◆ Prévoir un modèle de trou évent pour évacuer le gaz ◆ Prévoir un modèle du trou de coulée pour couler le liquide en fusion. Phase 2 : noyautage : a- Préparation des noyaux : A l’aide d’une boîte à noyau, on prépare le noyau par soufflage de sable. Son rôle est de réserver les creux et les évidements intérieurs de la pièce, b- Le démoulage : Il s’agit d’enlever le modèle après séparation des parties du moule. C- Le remoulage : Il s’agit de préparer le moule déjà exécuté en vue de la coulée du métal 2 Chapitre 2 Procédés d’obtention des pièces sans enlèvement de matière Phase 5 : le décochage : Après solidification du métal par refroidissement, on ouvre le moule et on sort la pièce (par destruction de celui-ci). Phase 6 : l’ébarbage, la finition et le contrôle : Cette opération consiste à débarrasser la pièce des jets de coulée, des évents, des bavures de sable qui y ont adhéré I.2.Forgeage libre 3 Chapitre 2 Procédés d’obtention des pièces sans enlèvement de matière Le forgeage est l'ensemble des techniques permettant d'obtenir une pièce mécanique en appliquant une force importante sur un matériau, à froid ou à chaud, afin de le contraindre à épouser la forme voulue. *Principe du forgeage libre : Sous l’action d’une forte pression ou d’une succession de chocs, un bloc de métal chauffé (800 à 1200 °C) se déforme plastiquement vers les surfaces restées libres. Aucune matrice ne délimite la déformation du matériau, et la forme obtenue dépend fortement du savoir-faire de l’opérateur. L’opération peut s’effectuer avec un outillage manuel ou à l’aide d’un marteau-pilon ou d’une presse hydraulique. La forge libre permet d'obtenir des ébauches ou des pièces brutes, et n’est pas adapté au travail en série. Avantages : - Pas d’outillage spécialisé selon la pièce à obtenir ; - Les pièces forgées ont une résistance mécanique supérieure aux mêmes pièces usinées, du fait du fibrage de la pièce consécutive au forgeage. Inconvénients : - Nécessite beaucoup d’énergie (métal chauffé) ; - La précision est médiocre. I.3. Estampage et matriçage L’estampage est le forgeage mécanique des aciers, tandis que le matriçage est le forgeage mécanique des métaux non ferreux. *Principe : Un lopin de métal chauffé et calibré (avec des dimensions précises) se déforme pour remplir les deux demi- empreintes de deux matrices appliquées l’une contre l’autre sous l’action d’une forte pression ou d’une série de chocs. L’estampage et le matriçage sont adaptés à une production en série. Avantages : - Les mêmes que pour le forgeage libre, avec plus de rapidité et une meilleure précision. Inconvénients : - Nécessite beaucoup d’énergie (travail à chaud) ; - Prix de revient élevé des matrices rapidement « usées ». 4 Chapitre 2 Procédés d’obtention des pièces sans enlèvement de matière I.3.Laminage : Le laminage est un procédé de fabrication par déformation plastique. Il concerne différents matériaux comme du métal ou tout autre matériau sous forme pâteuse comme le papier ou les pâtes alimentaires. Cette déformation est obtenue par compression continue au passage entre deux cylindres contrarotatifs (tournant en sens inverse l'un de l'autre) appelés « laminoir ». Un laminoir est une installation industrielle ayant pour but la réduction d'épaisseur d'un matériau (généralement du métal). Il permet également la production de barres profilées (produits longs) . 5 Chapitre 2 Procédés d’obtention des pièces sans enlèvement de matière I.4.Filage : Sous l’action d’un poinçon, on force le métal enfermé dans un conteneur à passer au travers d’une filière qui constitue une extrémité de ce dernier. I.5.Pliage (االنحناء او االعوجاج) Le pliage est une déformation permanente effectuée à froid sur une tôle plane. La surface obtenue présente des plis rectilignes et est développable (c’est-à-dire applicable sur un plan par dépliage). Avantages : - Outillage simple : presses hydrauliques avec différents poinçons et matrices. Inconvénients : - Ressaut élastique résiduel difficile à prévoir ; - Longueur de pliage limitée. 6 Chapitre 2 Procédés d’obtention des pièces sans enlèvement de matière I.6.Cintrage (التقويس) : Le cintrage est la déformation à froid d'un tube ou d'une barre, suivant un rayon et un angle donnés (opération effectuée avec une cintreuse). On peut obtenir un cintrage approximatif en effectuant plusieurs petits pliages rapprochés les uns des autres. I.7.Profilage à froid *Principe : Une tôle plane, introduite entre les galets tournants d’une machine à profiler, subit des déformations progressives qui l’amènent à la forme finale désirée, sans que soit modifiée son épaisseur initiale. Ce procédé est adapté aux grandes séries. Avantages : - Longueur de profilé non limitée ; - Procédé rapide et productif I.8.Emboutissage (التشكيل بالمكبس) *Principe : L’emboutissage est la déformation à froid d’une tôle plane en une forme creuse non développable (pliage). La tôle est déformée entre un poinçon mobile et une matrice fixe, le serre-flan évitant la déformation des plis. L’opération ne doit pas entraîner de variation sensible 7 Chapitre 2 Procédés d’obtention des pièces sans enlèvement de matière de l’épaisseur de la tôle. L’outillage est spécifique à la forme de la pièce à obtenir, et le seuil de rentabilité exige donc une production en série. I.9.FRITTAGE (التلبيد) *Principe : Une poudre (ou un mélange de poudre), généralement métallique, est comprimée dans un moule, puis chauffée dans un four à vide (ou à atmosphère contrôlé) à une température inférieure à la température de fusion du principal constituant. Avantages : - Faible prix de revient pour de grandes séries de pièces complexes, précises et saines, qui peuvent être utilisées à l’état brut ;- La porosité naturelle des pièces frittées permet la fabrication de filtres et de coussinets autolubrifiants ; - Autorise l’obtention de nouveaux alliages (encore appelés dans ce cas « pseudoalliages»). Inconvénients : - La porosité naturelle peut devenir un inconvénient dans le cas de problèmes d’étanchéité par exemple ; - Le principe de la compression conduit à des pièces non homogènes (porosité plus élevée au milieu), et dont les qualités de résistance mécanique sont faibles pour les métaux frittés. 8 Chapitre 2 Procédés d’obtention des pièces sans enlèvement de matière II.OBTENTION PAR ENLÈVEMENT DE MATIÈRE (USINAGE) Consiste à obtenir la forme finale par arrachements de petits morceaux de matière (copeaux). II.1.Tournage (sur un tour classique ou à commande numérique CN) En tournage, le mouvement de coupe est obtenu par rotation de la pièce serrée entre les mors d'un mandrin ou dans une pince spécifique, tandis que le mouvement d’avance est obtenu par le déplacement de l'outil coupant. Le tournage permet principalement d’obtenir des formes de révolution autour de l’axe de rotation de la pièce. 9 Chapitre 2 Procédés d’obtention des pièces sans enlèvement de matière II.2.Fraisage (sur une fraiseuse classique ou à commande numérique CN) En fraisage, le mouvement de coupe est obtenu par rotation de l’outil (la fraise), tandis que le mouvement d'avance est obtenu par le déplacement de la pièce maintenue dans un étau. Le fraisage classique permet principalement d’obtenir des formes prismatiques, mais le fraisage par CN permet d’obtenir des formes pouvant être très complexes. II.3. Perçage (sur une perceuse) Le terme perçage signifie « obtention d’un trou (borgne ou débouchant) par usinage ». Ce trou peut être effectué par un foret sur une perceuse, une mèche sur un vilebrequin (perceuse manuelle), découpe, électroérosion, etc. II.4. Rectification, rodage, superfinition (sur une meule ou sur des bandes abrasives) Ces trois techniques sont des techniques de finition des pièces, par abrasion (ou meulage), jusqu’à l’obtention de surfaces en « poli miroir ». Une meule (ainsi qu’une bande abrasive) est constituée de particules coupantes agglomérées par un liant : chaque particule enlève un petit copeau quand l'une de ses arêtes se présente sur la pièce, généralement à grande vitesse ; le copeau est de très petite section, il n’est pas tranché mais gratté. L’amélioration de l’état de surface est obtenue en utilisant des abrasifs de plus en plus fins. L’état de surface obtenu est 10 Chapitre 2 Procédés d’obtention des pièces sans enlèvement de matière excellent (rugosité de l’ordre de Ra = 0,1 mm) et uploads/s3/ chapitre-2-procedes-d-x27-obtention-des-pieces-sans-enlevement-de-matiere.pdf
Documents similaires










-
32
-
0
-
0
Licence et utilisation
Gratuit pour un usage personnel Attribution requise- Détails
- Publié le Apv 13, 2022
- Catégorie Creative Arts / Ar...
- Langue French
- Taille du fichier 1.5799MB