
Extrait de la fiche « DEMARCHE D’APPUI TECHNIQUE DEFAUTS D’ACIDIFICATION » de l
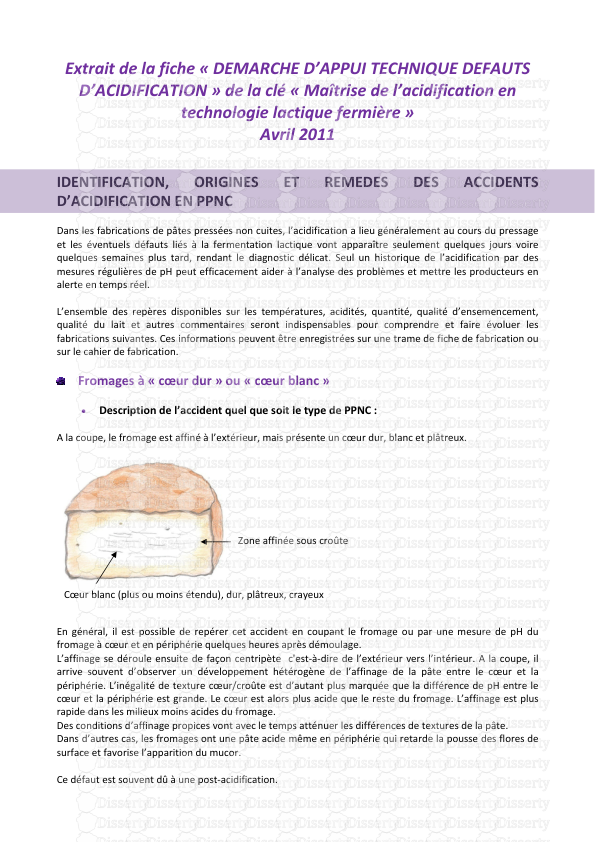
Extrait de la fiche « DEMARCHE D’APPUI TECHNIQUE DEFAUTS D’ACIDIFICATION » de la clé « Maîtrise de l’acidification en technologie lactique fermière » Avril 2011 IDENTIFICATION, ORIGINES ET REMEDES DES ACCIDENTS D’ACIDIFICATION EN PPNC Dans les fabrications de pâtes pressées non cuites, l’acidification a lieu généralement au cours du pressage et les éventuels défauts liés à la fermentation lactique vont apparaître seulement quelques jours voire quelques semaines plus tard, rendant le diagnostic délicat. Seul un historique de l’acidification par des mesures régulières de pH peut efficacement aider à l’analyse des problèmes et mettre les producteurs en alerte en temps réel. L’ensemble des repères disponibles sur les températures, acidités, quantité, qualité d’ensemencement, qualité du lait et autres commentaires seront indispensables pour comprendre et faire évoluer les fabrications suivantes. Ces informations peuvent être enregistrées sur une trame de fiche de fabrication ou sur le cahier de fabrication. Fromages à « cœur dur » ou « cœur blanc » Description de l’accident quel que soit le type de PPNC : A la coupe, le fromage est affiné à l’extérieur, mais présente un cœur dur, blanc et plâtreux. En général, il est possible de repérer cet accident en coupant le fromage ou par une mesure de pH du fromage à cœur et en périphérie quelques heures après démoulage. L’affinage se déroule ensuite de façon centripète c'est‐à‐dire de l’extérieur vers l’intérieur. A la coupe, il arrive souvent d’observer un développement hétérogène de l’affinage de la pâte entre le cœur et la périphérie. L’inégalité de texture cœur/croûte est d’autant plus marquée que la différence de pH entre le cœur et la périphérie est grande. Le cœur est alors plus acide que le reste du fromage. L’affinage est plus rapide dans les milieux moins acides du fromage. Des conditions d’affinage propices vont avec le temps atténuer les différences de textures de la pâte. Dans d’autres cas, les fromages ont une pâte acide même en périphérie qui retarde la pousse des flores de surface et favorise l’apparition du mucor. Ce défaut est souvent dû à une post‐acidification. Zone affinée sous croûte Cœur blanc (plus ou moins étendu), dur, plâtreux, crayeux 2 DEMARCHE D’APPUI TECHNIQUE – MAITRISE DE L’ACIDIFICATION EN TECHNOLOGIE LACTIQUE FERMIERE Eléments technologiques de compréhension : Cet accident est lié à la présence de sucres résiduels (lactose, galactose) dans le caillé ou entre les grains de caillé après le moulage. Ces sucres résiduels sont transformés après le démoulage en acide lactique (poursuite de l’acidification). L’acide lactique produit est emprisonné dans la pâte et crée un gradient d’acidité dans le fromage. On dit que la pâte se déminéralise, elle devient perméable, crayeuse et souvent blanche et acide. L’acidité produite modifie la structure de la pâte à cœur. Une partie du calcium colloïdal se solubilise (Calcium soluble), le ratio calcium soluble / calcium total augmente ce qui se caractérise par une baisse de l’eau liée (par la perte de minéraux colloïdaux). La part d’eau libre augmente proportionnellement, provoquant des défauts d’affinage : fromages qui suintent et collent au support d’affinage. L’affinage se déroulant de l’extérieur vers l’intérieur, plus le pH de la pâte est bas à cœur plus l’affinage est retardé (la remontée de pH sera plus longue). On obtient alors des fromages d’aspect dur, crayeux et plâtreux avec une hétérogénéité du développement de l’affinage plus ou moins marquée. La présence d’une post acidification en PPNC est liée soit à des causes technologiques soit à la qualité du lait. Origines quel que soit le type de PPNC : Un égouttage insuffisant en cuve (gestion au moulage de l’EST ‐ Extrait Sec) qui se traduit par la présence de sucres résiduels dans le fromage au démoulage. Un mauvais égouttage au moment du pressage. Le pressage ne doit être ni trop violent ni trop faible pour permettre l’égouttage du lactosérum produit lors de l’acidification après moulage. La température de la salle de pressage et de ressuyage doit être supérieure à 22°C pour assurer le bon déroulement de l’acidification surtout pour les technologies utilisant des bactéries thermophiles (assurer une température autour de 25°C les trois premières heures). Acidification mal maîtrisée. Choix des souches de bactéries lactiques : o Avec des souches thermophiles : les Streptocoques et les Lactobacillus bulgaricus ne consomment pas le galactose d’où présence de sucres résiduels : il est nécessaire de les associer à des mésophiles ou bien de favoriser un maximum d’égouttage en cuve. o Avec une température de cuve qui s’approche de 40°C au moment de la fabrication, le seul ajout de bactéries lactiques mésophiles ne suffit pas. A cette température leur action est fortement ralentie. L’acidification devra alors être assurée par des souches thermophiles. La qualité physico‐chimique de la matière première peut dans certains cas expliquer ce défaut : o Un taux de matière protéique trop faible réduit la capacité d’égouttage du caillé, le réseau formé a une capacité de rétraction faible. Il faut donc compenser par des leviers technologiques. o Un lait riche en matière grasse : la matière grasse encombre le réseau protéique. L’humidité est retenue, la capacité d’égouttage du caillé est donc réduite. o L’équilibre en minéraux du lait peut aussi avoir une part de responsabilité dans le défaut d’égouttage. Le manque de phosphate de calcium (CaPO4) diminue la capacité d’égouttage. Exemples rencontrés dans certaines technologies de PPNC : Cas des pâtes pressées non cuites de la famille des tommes des Pyrénées Origines : Température de la salle d’égouttage trop basse. Moules et toiles entartrés : blocage de l’égouttage. Temps de maturation du lait destiné à la fabrication de la tomme trop long : acidité à l’emprésurage trop élevée. 3 DEMARCHE D’APPUI TECHNIQUE – MAITRISE DE L’ACIDIFICATION EN TECHNOLOGIE LACTIQUE FERMIERE Taille des grains irrégulière au décaillage : les gros grains de caillé sont plus longs à égoutter. Insuffisamment égouttés, ce sont des réservoirs de sucres résiduels (risque de post acidification). Egouttage en cuve insuffisant. Dose et type de ferments non adaptés. Pressage insuffisant ou pressage trop brutal qui bloque l’égouttage. Remèdes : Favoriser l’égouttage du grain en cuve par : le temps de durcissement et donc de coagulation total (augmenter le temps de prise mais garder un temps de coagulation total équivalent), réduction de la taille des grains au décaillage, le temps de brassage, la vitesse de chauffage. Une vitesse de chauffe trop rapide (objectif de gain en température <1°C/min) risque de « coiffer » les grains : grains égouttés en périphérie mais réservoir de sucres résiduels à cœur. Revoir le nettoyage des moules et les passer à l’acide s’ils sont entartrés. Etre plus particulièrement vigilant pour les moules micro‐ perforés. Vérifier que la T°C d’emprésurage soit entre 32 et 35°C selon le type de lait. Adapter la température d’emprésurage en fonction du taux de matière azotée protéique et ration TB/TP. Adapter le travail en cuve en fonction de l’évolution du TP. Matériel de décaillage adapté pour maîtriser la régularité des grains et donc la qualité de l’égouttage des grains. Réalisation d’un délactosage (lorsque cette pratique est autorisée) par apport d’eau : le lactose des grains migre vers le lactosérum pour rétablir l’équilibre osmotique. Cette pratique a pour objectif de rendre le lactose limitant en fin d’acidification. Attention à la qualité de l’eau utilisée (risque de contamination en psychrotrophes). Au pressage, augmenter régulièrement la pression pour évacuer le lactosérum inter granulaire. Favoriser l’activité des levures qui vont limiter la post‐acidification par consommation des sucres résiduels. Pour cela, attention aux températures de ressuyage et de cave et à l’humidité de la salle de ressuyage. Une salle d’égouttage trop fraîche ralentit l’activité levurienne et celle des Streptocoques. Cas des PP de la famille du cantal, salers, laguiole : carotte pas soudée, pâte sèche et dessoudée : une post acidification est en cause Comme dans les autres technologies fromagères, l’acidification est recherchée pour son rôle de protection contre les flores pathogènes et d’altération. Elle joue aussi un rôle de complément d’égouttage. Le travail mécanique appliqué sur le caillé dans cette technologie, permet d’atteindre 48 à 50 points d’extrait sec. Le reste de l’extrait sec sera obtenu par l’acidification (3‐5 point) et le salage (2‐3 points). Les notions d’extrait sec, acidification et de travail d’égouttage (en cuve et sous bac de pré‐pressage) sont étroitement liées. Un des repères utilisés pour cette technologie est le pH du caillé en fin de maturation. Ce pH doit approcher 5,2. Origines : Température d’emprésurage non adaptée. Temps de maturation de la tomme sous presse trop long. Température de stockage de « maturation » du fromage non adapté au bon déroulement de l’acidification (autour de 22°C). Séchage du grain de caillé en gerle, en cuve et épuration de la tomme fraîche. Gestion de la gerle et du pied de cuve pour l’ensemencement : activité des flores et dose. Conduite du délactosage (lorsque cette pratique est autorisée) Remèdes : Vérifier la T°C d’emprésurage : uploads/Industriel/ module-2-acidif-ppnc-demarche-appui-technique-defauts-acidification.pdf
Documents similaires










-
87
-
0
-
0
Licence et utilisation
Gratuit pour un usage personnel Attribution requise- Détails
- Publié le Oct 20, 2022
- Catégorie Industry / Industr...
- Langue French
- Taille du fichier 0.3613MB