
Centre National de l'Évaluation, des Examens et de l’Orientation Examen Nationa
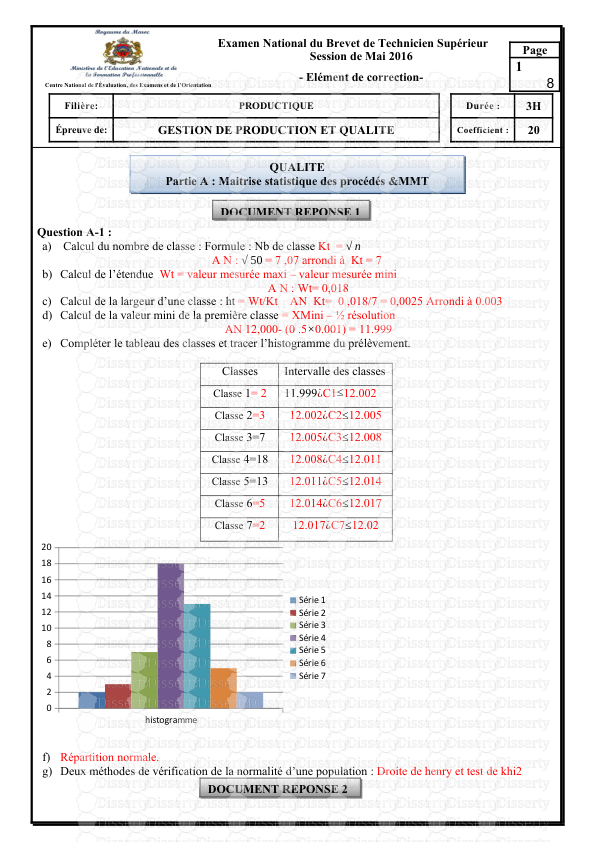
Centre National de l'Évaluation, des Examens et de l’Orientation Examen National du Brevet de Technicien Supérieur Session de Mai 2016 - Elément de correction- Page 1 8 Filière: PRODUCTIQUE Durée : 3H Épreuve de: GESTION DE PRODUCTION ET QUALITE Coefficient : 20 Question A-1 : a) Calcul du nombre de classe : Formule : Nb de classe Kt = √n A N : √50 = 7 ,07 arrondi à Kt = 7 b) Calcul de l’étendue Wt = valeur mesurée maxi – valeur mesurée mini A N : Wt= 0,018 c) Calcul de la largeur d’une classe : ht = Wt/Kt AN Kt= 0 ,018/7 = 0,0025 Arrondi à 0.003 d) Calcul de la valeur mini de la première classe = XMini – ½ résolution AN 12,000- (0 .5×0.001) = 11.999 e) Compléter le tableau des classes et tracer l’histogramme du prélèvement. f) Répartition normale. g) Deux méthodes de vérification de la normalité d’une population : Droite de henry et test de khi2 DOCUMENT REPONSE 1 DOCUMENT REPONSE 2 QUALITE Partie A : Maitrise statistique des procédés &MMT Classes Intervalle des classes Classe 1= 2 11.999¿C1≤12.002 Classe 2=3 12.002¿C2≤12.005 Classe 3=7 12.005¿C3≤12.008 Classe 4=18 12.008¿C4≤12.011 Classe 5=13 12.011¿C5≤12.014 Classe 6=5 12.014¿C6≤12.017 Classe 7=2 12.017¿C7≤12.02 histogramme 0 2 4 6 8 10 12 14 16 18 20 Série 1 Série 2 Série 3 Série 4 Série 5 Série 6 Série 7 Sujet de l’Examen National du Brevet de Technicien Supérieur - Session de Mai 2016 - Filière:PRODUCTIQUE Épreuve de :GESTION DE PRODUCTION ET QUALITE Page 2 8 Question : compléter le document de pilotage des cartes de contrôle : Carte de contrôl Désignation : Pignon machin e MOC N Caractéristique : ∅12H7 Spécifications : TI :12,000 TS :12,018 Taille n=50 Fréquence=1h Carte de la moyenne Carte de l’étendue échantill on 1 2 3 4 5 6 7 8 9 10 X1 12 ,010 12 ,010 12 ,016 12 ,014 12 ,016 12 ,012 12 ,018 12 ,015 12 ,008 12 ,010 X2 12 ,012 12 ,008 12 ,008 12 ,010 12 ,010 12 ,010 12 ,014 12 ,010 12 ,010 12 ,002 X3 12 ,014 12 ,016 12 ,007 12 ,014 12 ,012 12 ,010 12 ,010 12 ,000 12 ,010 12 ,012 X4 12 ,018 12 ,012 12 ,010 12 ,000 12 ,010 12 ,008 12 ,010 12 ,013 12 ,014 12 ,010 X5 12 ,016 12 ,012 12 ,010 12 ,000 12 ,000 12 ,010 12 ,006 12 ,000 12 ,010 12 ,014 Moyenne X 12 ,014 12 ,012 12 ,010 12 ,008 12 ,010 12 ,010 12 ,012 12 ,010 12 ,010 12 ,010 Etendue W 0 ,008 0 ,008 0 ,009 0 ,014 0 ,016 0 ,004 0 ,012 0 ,015 0 ,006 0 ,012 LCSx=12 .015 LSSx=12.013 LCSw =0 .017 La moyenne des moyennes = 12 ,010 LCIX=12 .006 LSIx=12.008 LSSw =0.013 La moyenne des étendus = 0 ,0072 Interprétation des cartes de contrôle : procédé sous contrôle - poursuivre la production Sujet de l’Examen National du Brevet de Technicien Supérieur - Session de Mai 2015 - Filière:PRODUCTIQUE Épreuve de :GESTION DE PRODUCTION ET QUALITE Page 3 8 TOLERANCEMENT NORMALISE Analyse d’une spécification par zone de tolérance Symbole de la spécification Eléments non idéaux Elément Idéaux Type de spécification Forme orientation Position battement Elément (s) Tolérancé(s) Elément (s) de référence Référence(s) spécifiée (s) Zone de tolérance Condition de conformité L’élément tolérancé doit se situé à l’intérieur de la zone de tolérance Unique Groupe Unique Multiples Simple commune Système Simple composée Contraintes Schéma Extrait du dessin de définition Axe réel de la surface nominalement cylindrique Surface réelle nominalement plane réputée F1 Plan parfait associé à F1 contraint à être tangent du coté libre de la matière Cylindre de diamètre 0,1 dont l’axe est perpendiculaire à la référence spécifiée L’axe de la zone de tolérance est confondu à l’axe du plus grand cylindre circonscrit à l’alésage D3 DOCUMENT REPONSE 3-a GAMME DE MESURAGE SUR MMT DOCUMENT REPONSE 3-b QUALITE Partie B : Contrôle de réception N° opération Opération de mesure Repère élément Palpé Opération de construction ou de calcul contraintes Repère élément construit 1 2 3 4 5 6 Palper plan F1 Palper plan F3 Palper cylinder D3 PL1 PL2 CY1 Intersection (PL1,CY1) Intersection (PL2,CY1) Droite passante par PT1 et perpendiculaire à PL1 Contrainte : Distance (PT2, DR1) ≤ 0,05 PT1 PT2 DR1 Question B-1 : Question B-2 : Définition de RisqueαLe risque fournisseur, (appelé aussi risque α) est la probabilité, pour un plan d'échantillonnage donné de se voir refuser un lot considéré comme mauvais alors qu'il est bon. Définition de Risque β Le risque client, (appelé aussi risque β) est la probabilité, pour un plan d'échantillonnage donné d'accepter un lot mauvais. Risque α et Risque β Conclusion de contrôle Lot accepté Lot refusé Situation réelle Le lot est conforme Conclusion juste Conclusion fausse, Risque α Le lot n’est pas conforme Conclusion fausse Risqueβ Conclusion juste Question B-3 : Puisque L’effectif du lot est 300 (281<300<500) et le niveau de contrôle I, d’après la table 1 la lettre code choisit est F et d’après la table 2 la taille du prélèvement quotidien n= 20 Question B-4 : C = 50.6.20.5 = 30000DH Question B-5 : NQA = 4 d’apres la table 3 A=2 et R= 3 Question B-6 : pour chaque solution : déterminer La taille de l’échantillon Les critères d’acceptation et de rejet Pour le plan simple contrôle réduit : n = 8 A= 1 R=3 Pour le plan double contrôle normal : n 1 = 13 A1= 0 R1=3 n2 = 13 A1= 3 R1=4 Question B-7 : Que peut-on faire si on veut réduire le cout des contrôles ?: On passe au plan double contrôle réduit Donner Les nouveaux critères d’acceptation et de rejet : A1= 0 R1=3 A1= 0 R1=4 Document réponse 4 GESTION DE PRODUCTION Partie C : Management des ressources de production Document réponse 5-a Produit de sécurité Produit sans risque Contrôle destructif Echantillonné Echantillonné Contrôle non destructif 100% Echantillonné Question C-1 : PIC : Programme de industriel et commercial PDP : Programme directeur de production CBN : Calcul des besoins nets Question C-2 : a) L’expression de la formule de WILSON permettant de calculer la quantité économique : prix unitaire d’un compresseur est égal à 768 Dh. t= 20% D= 12400 par/ an cout d’un approvisionnement L= 300 Dh. b) Qe = 220 c) Quelle est la période d’approvisionnement T = 365.220/12400 = 7jours Question C-3 : ST= 160 ; L= 220 ; D=1 ; SS =15 ; ZF = 3 Question C-4 : St=250 ; L= 240; SS= 10 D=1 Ensemble B 1 2 3 4 5 6 7 8 Besoins bruts 220 220 220 220 Document réponse 5-b Ordres lancés Stocks prévisionnels 240 20 20 40 40 60 60 80 80 Ordres proposés fin 240 240 240 Début 240 240 240 St=450 ; L= 460 ; SS=10 D=1 D 1 2 3 4 5 6 7 8 Besoins bruts 440 440 440 440 Ordres lancés Stocks prévisionnels 440 0 0 20 20 40 40 60 60 Ordres proposés fin 460 460 460 Début 460 460 460 St=300 ; L=240 ; SS= 20 D=1 C 1 2 3 4 5 6 7 8 Besoins bruts 220 240 220 240 220 240 220 Ordres lancés Stocks prévisionnels 280 60 60 80 80 100 100 120 120 Ordres proposés fin 240 240 240 240 240 240 Début 240 240 240 240 240 240 St=150 ; L= 140; SS= 10 D=2 E 1 2 3 4 5 6 7 8 Besoins bruts 120 120 120 Ordres lancés Stocks prévisionnels 140 140 20 20 40 40 60 60 60 Ordres proposés fin 140 140 Début 140 140 Question D1 : tableau de calcul des indices de trafic GESTION DE PRODUCTION Partie D : Implantation des moyens de production Document réponse 6 Question D2 : Canevas triangulaire Question D3 : Implantation pratique Question D4 : Les deux autres méthodes d’implantation sont : - la méthode de Kusiack et la méthode King uploads/s1/ corrige-de-gestion-de-production-et-qualite-2016.pdf
Documents similaires










-
124
-
0
-
0
Licence et utilisation
Gratuit pour un usage personnel Attribution requise- Détails
- Publié le Mar 11, 2022
- Catégorie Administration
- Langue French
- Taille du fichier 0.2807MB